专业的硬质合金模具生产制造供应商
把客户的需求和满意作为企业生存的核心
咨询热线
13582672632
13582672632

把客户的需求和满意作为企业生存的核心

专业专注、服务至心、尽善尽美
实力强 有保障
拥有多年的模具产品生产经验,保证产品质量符合标准!
我们只生产高品质的模具产品,严格把控每个生产细节!
日盛模具是任丘市工商局正规注册的专业生产模具产品的生产企业;拥有一批专业的模具产品生产团队。

日盛模具生产的产品质检只有合格与不合格,确保出厂产品
合格率达到用户标准。
全面贯彻质量管理体系要求,生产环节严把质量关;
覆盖全国多地的售后服务网络体系,让您随时找到我们!

厂家直供销售,免去中间利益叠加,优化原材料供应商、外协厂家和采购流程降低原料成本,优化产品结构和生产流程,保证质量同时节省生产成本
公司拥有技术售后服务人员;随时帮您解决售前售中售后等问题;让您的生产更加顺畅、生产效率大大提高;

售前:免费咨询,专业采购人员协助了解需求产品;
售中:全程跟踪销售,并可做合金模具定制服务满足需求;
售后:大规模仓库储备专业物流运输全方位保障供货速度。
领导团队是一个年轻但经验丰富的团队,有着年轻人特有的朝气、干劲和创新意识;拥有多名高素质的专业生产人员和完善的售后服务系统。

 硬质合金阀杆
硬质合金阀杆
主要从事硬质合金、金刚石模具,刀具的生产;产品涉及拉丝模,拔管模,金刚石拉丝模,金银首饰拉丝模,涂粉模,制订模,直杆模,缩杆模,整形模,成型模,异型模,芯棒,药片模,制钉模,螺旋模,轧辊模,链条模,冷拉异型模,各种异型模及非标准件模具。
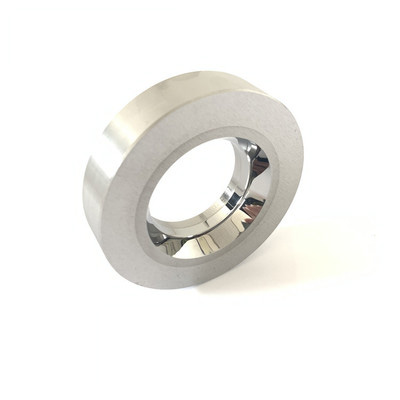
 耐磨合金轴套
耐磨合金轴套
主要从事硬质合金、金刚石模具,刀具的生产;产品涉及拉丝模,拔管模,金刚石拉丝模,金银首饰拉丝模,涂粉模,制订模,直杆模,缩杆模,整形模,成型模,异型模,芯棒,药片模,制钉模,螺旋模,轧辊模,链条模,冷拉异型模,各种异型模及非标准件模具。
 标准硬质合金倒角刀片
标准硬质合金倒角刀片
主要从事硬质合金、金刚石模具,刀具的生产;产品涉及拉丝模,拔管模,金刚石拉丝模,金银首饰拉丝模,涂粉模,制订模,直杆模,缩杆模,整形模,成型模,异型模,芯棒,药片模,制钉模,螺旋模,轧辊模,链条模,冷拉异型模,各种异型模及非标准件模具。
 开矿采掘用钻头
开矿采掘用钻头
主要从事硬质合金、金刚石模具,刀具的生产;产品涉及拉丝模,拔管模,金刚石拉丝模,金银首饰拉丝模,涂粉模,制订模,直杆模,缩杆模,整形模,成型模,异型模,芯棒,药片模,制钉模,螺旋模,轧辊模,链条模,冷拉异型模,各种异型模及非标准件模具。
 雪地轮胎防滑钉
雪地轮胎防滑钉
主要从事硬质合金、金刚石模具,刀具的生产;产品涉及拉丝模,拔管模,金刚石拉丝模,金银首饰拉丝模,涂粉模,制订模,直杆模,缩杆模,整形模,成型模,异型模,芯棒,药片模,制钉模,螺旋模,轧辊模,链条模,冷拉异型模,各种异型模及非标准件模具。
 耐磨耐用合金尖
耐磨耐用合金尖
主要从事硬质合金、金刚石模具,刀具的生产;产品涉及拉丝模,拔管模,金刚石拉丝模,金银首饰拉丝模,涂粉模,制订模,直杆模,缩杆模,整形模,成型模,异型模,芯棒,药片模,制钉模,螺旋模,轧辊模,链条模,冷拉异型模,各种异型模及非标准件模具。

拉丝模自身加工质量因素导致模具快速磨损 1.拉丝模坯与模具钢套镶嵌不对称,镶嵌硬质合金钢套分布不均匀有间隙,都容易导致模具在线材拉拔过程中产生U型裂痕。 2.金刚石模坯在激光打孔过程中,烧结痕迹清理不干净或受力不均匀会导致金刚石在拉拔过程中模具出现凹坑。 3.模具孔型设计不合理,入口润滑区开口过小、定径带过长会导致拉拔过程中润滑不良,致使模具磨损加快甚至碎裂。<了解详情>
拉丝模厂家为您介绍钢丝断裂的基本形式在理论上分为: (1) 解理断裂。 解理断裂是典型的脆性断裂,多发生在温度低、塑性差的情况。 (2) 切变断裂 切变断裂简称切断或剪断。金属晶体切断的形式多样,但无论哪种切断,实际上都和形变过程没有截然分开的界线,都是当钢丝形变到有效受力面积位零时才发生断裂。不像解理断裂那样,先在金属内部产生小裂纹,而后裂口扩大,最后导致断裂。 (3)晶界断裂和穿晶断裂 晶界断裂过程一般无明显塑性变形,多属于脆性断裂。产生条件是,晶界富集溶质元素或晶界析出脆性相。 穿晶断裂的形式多样,即可是韧性,也可以是脆性的。 分析断口形态是研究断裂过程的重要途径之一。观察断口,除了用肉眼或放大镜进行宏观分析外,还可以借助光学显微镜和电子显微镜进行微观分析。前者有利于了解整个断面的一般情况,后者有利于深入细致地了解断口各部位地细节。用一般光镜观察断口,由于其焦距断、景深浅,局限性较大,而电镜正好能弥补光镜的不足。所以电镜在断口的高倍分析中起了很重要的作用。可惜,公司至今为止还没有电子显微镜。<了解详情>
聚晶拉丝模具的拉拔力 1.1 钢丝的拉拔变形过程 图1, 钢丝应力分析示意图 如图1所示: 钢丝拉拔时,受拉拔力F、正压力P 和摩擦力W共同作用,发生塑性变形。 应力状态为两向压应力σr、一向(轴向) 拉应力σl,以及周向剪切应力τ。 因此,钢丝从表层到中心,变形程度逐渐 减小。随着拉丝模入口角、钢丝与拉丝模之间的摩擦系数增大,这种不均匀变形将更加明显。严重的不均匀变形与钢丝组织缺陷共同作用,将导致中心毛刺(断丝的一种)的产生。 图2,中心毛刺外观(×300倍) 当拉拔应力超过模子出口处钢丝的抗拉强度时,钢丝将发生颈缩而断裂。由 W W F P 拉丝模 钢丝 σ σ σ σ τ τ σ 4/14 于钢丝内部组织缺陷的存在不可避免,因此钢丝实际的抗拉强度要远低于理论抗拉强度。这一点在模序设计时必须要考虑。 根据固体变形理论,所有的塑性变形皆在弹性变形之后,并且伴有弹性变形,而在塑性变形之后必然有弹性恢复,即弹性变形。根据光弹性试验,拉拔变形区内的应力分布如图3所示。 图3, 变形区内的应力分布 在钢丝拉拔加工硬化不十分剧烈时,根据应力分析,径向应力σr从入口向出口逐步减少,而轴向应力σl逐渐增大。此外由于湿拉是滑动式多模拉拔,反拉力不断波动,引起模子入口处弹性区剧烈波动。因而模子入口处磨损较快,易 出现拉拔圆环。 在钢丝拉拔过程中,晶粒逐渐被拉长拉细,位错密度增加,从而钢丝的抗拉强度也逐渐增加,即发生了“加工硬化”。当位错密度增大到一定程度,像裂纹这样的组织缺陷开始迅速增加并扩展,断丝的可能性也迅速上升。因此, 钢丝的变形是有一定限度的。 图4,钢丝的“加工硬化” 拉拔过的钢丝在一段时间后,抗拉强度会有一定程度的增加,我们称之为“时 5/14 效”(aging)。这是因为金属中部分小原子在一定温度和时间条件下迁移到位错运动产生的断层中,修补了这些断层,从而提高了钢丝强度。并且温度越高,时效所需时间越短。因此既使在多道次拉拔过程中,时效也会不同程度的存在。 在拉拔过程中,由于钢丝的不均匀变形而产生附加应力,在拉拔后产生残余应力。一般钢丝表面为拉应力,中心为压应力。残余应力对钢丝机械性能有显著影响,对成品的尺寸稳定性也有不良作用。<了解详情>
硬质合金拉丝模使用技术9大要点 硬质合金拉丝模在使用时要想模尽其才,物尽其用,达到最佳使用效果,而且获得很好的产品质量,就必须遵守以下9个法则: 1、合理选择模具牌号。根据拉制材料的物理机械性能和材料大小,合理选择硬质合金模具的牌号。比如说拉伸直径在20.0mm以下的钢筋、有色金属的线材或棒材的情况下就要选择YG6;20―50mm的就要选YG8的,更大的就要选YG11或YG15的了。 2、认真检查拉丝机。在拉丝前要先检查拉伸机是否平稳,不得有跳动,否则拉丝模容易损坏; 3、对线材做适当清理。在拉丝前要对线材的表面进行适当清理,否则既容易降低模具的使用寿命,也容易在线材上形成划痕,影响表面质量; 4、要正确选择润滑剂。要选择润滑效果优良的润滑剂,比如拉丝粉等,这样才能提高模具的使用寿命。 5、对硬质合金拉丝模进行良好的冷却并对工作区做好润滑,尤其是在高速拉丝时更要注意此点,这样才能最大限度的提高模具寿命。 6、合理选择压缩率。要根据所拉丝线材的大小及性能选择合适的压缩率,压缩率选择太小则造成生产成本提高,压缩率太大,则会造成模具寿命降低,甚至会出现炸模的现象发生。 7、注意控制金属材料的表面状况。在拉制过程中如发现因模具内孔黏附了金属微粒,而使金属材料表面形成划痕时应立即停车,将黏附的金属微粒除掉,把内孔抛光。每次在使用模具之前都要将模孔内的金属微粒仔细的清理干净。 8、定期检查模具。最合理的方法是不等模孔壁上出现金属微粒就做定期检查,发现不正常现象就做及时处理; 9、妥善保管硬质合金拉丝模。暂时不用的模具应涂上防锈油进行保护。<了解详情>
拉制钢丝(钢线)一般采用硬质合金模具(Tungsten carbide nib),这种模具的典型结构为一个圆柱形(或略带锥度)的硬质合金模芯紧密地镶嵌在一个圆形钢套(case)中,模芯内孔中有喇叭口(Bell radius)、入口锥(Entrance angel)、变形(工作)锥(approach angle)、定径带(bearing)及出口角(back relief)。拉有色金属线,如铜、铝,也较多采用和钢丝模类似的拉丝模,内孔形状有些差异,拉细线可用到聚晶模(人造钻石),还有用到天然钻石的拉丝模<了解详情>
聚晶拉丝模具滑动(水箱)式多模拉丝新原理简介 新原理简介 滑动(水箱)式多聚晶拉丝模具新原理是在全面纠正传统理论中的失误和补充了一系列新的概念后形成的。它彻底阐明了滑动的特性及其在拉伸中所起作用等客观规律,为设计新颖高速高效滑动式拉丝机提供了科学的依据。 新的计算公式和基本概念 滑动存在于被拉线材和鼓轮(卷筒)表面之间,都因人为地使鼓轮表面速度B略大于其实际出线速度V而产生,只有末道鼓轮上不希望有滑动即B=Vk是例外。滑动量的大小可用局部滑动系数L和累积滑动系数Tn,表示 在穿模和正常拉伸过程中,滑动的发生和存在的情况可分析如下: (1)当穿模过dn由外力从n鼓轮拉出一定长度的线以供下一道穿模使用时,n鼓轮上将暂时没有滑动,可记作; (2)穿模过dn+1由外力从n+l鼓轮也拉出一定长度的线时n+l鼓轮上也将暂时没有滑动,可记作。但与此同时,n鼓轮上却有了滑动(即,因为配模设计中总是令Bn略大于Vn,当前述外力不存在时,滑动自将产生,即,也具有临时性质; (3)继续往后穿模,n+l鼓轮上也会产生暂时的滑动提61.O,而此时刀鼓轮上的累积滑动图7,也是暂时的; (4)在正常拉伸中,除“tk-1期单独存在于是-1鼓轮外,其它各道的r都只在穿模过程中暂时分别地单独存在于各鼓轮上。随着穿模连续进行,累 积滑动T7。就愈来愈大; (5)穿模全部完成后,刀鼓轮上的全部滑动量丁。就将如式(5)所示,并在拉伸中长期存在于刀鼓轮; (6)理论上都要求拉丝机的收线装置应有足够的收线张力以保持点鼓轮上没有滑动(即Bk=Vt),故在配模核算表2,表3中的“和n分别为1.0。 上述有关滑动的产生、暂时存在和向前累积等变化过程,实际上在式(4),式(5)中已有所表达。其中有关B和y的关系以及滑动向前累积的情况还 可用表来表达。 式(4),式(5)的推导过程可见文献[4][5],它们都从Bn/vn始开始各自的特定条件推导而得,充分显示了滑动如何产生、存在和向所有前面鼓轮累积 的特性和客观规律,是新原理的核心和基础。 式(4)可用于配模计算:将提图8+l,代入(4).即可得常用配模计算公式 式中:“可预先给定,yn+1.亦可预知。因此以和dn和dn+1中有一个已知时即可求得另一个的值。 rn的大小决定于计算者的选择,故属人为因素。丁。的大小决定于各道r值的大小和拉伸道数的多少而不再受人们意志的影响,为此谨慎地和科学地选择r的大小是降低滑动损失的直接手段。如果预定T,,的大小后再进行配模计算,就要复杂得多。<了解详情>
聚晶拉丝模具拉丝润滑方式 (1)单个模槽分散润滑 主要用于一次拉丝机或无滑动的积储式多模拉丝机,它对润滑剂的形态无限制。通过模槽内的循环水起到冷却的作用。由于模槽是敞开式的,可以直接观察润滑剂情况,便于调整。但是容易弄脏设备和场地。 (2)浸入式润滑 采用乳液壮和液体油状的润滑剂,适用于滑动式连续拉丝机。润滑剂盛装在拉丝机的专用槽内,鼓轮、线段、模具都浸入在润滑剂中,结构简单,能保证模具、鼓轮、线材的连续润滑和冷却。 它的缺点是:拉丝过程中产生的金属屑没有沉淀的可能,不断被带进模孔和鼓轮上,影响模具和鼓轮的寿命,也影响线材表面的质量。润滑掖槽需要有冷却装置,防止润滑液温度过高。 (3)循环式润滑系统 在滑动式连续拉丝机上,保证润滑液有固定的成分和一定的温度,可以单机使用,也可以数台拉丝机集中使用。它的优点是润滑液里的金属屑可以得到充分的沉淀,定期的清理,能保证润滑液的清洁度。它的缺点是要不定期对润滑液进行分析,适时补充润滑剂<了解详情>
拉丝模具断丝 为何直线式拉丝机在起动时易出现断丝现象? 拉丝机的负载性质近似为恒转矩负载,但在正常起动时需要大约1.2至1.8倍的高起动转矩,若润滑条件较差时,所需的起动转矩会更高。所以在处理问题时,首先检查机械传动部分是否正常,转动是否灵活,特别要检查制动器(刹车器)的动作是否能可靠、灵活的分断,传动皮带是否因变长过松而出现打滑;其次必须检查实际负载是否超过设备的允许范围,可通过调整进线原料的直径、含C量、道次压缩率、润滑条件和拉丝模具等,以减小实际负荷和起动转矩;<了解详情>

手机:13582672632 联系人:吕经理 咨询QQ:181889890
地址:中国·河北省·任丘市城南工业区 网址:www.rqhjmj.cn
任丘市日盛模具有限公司 冀ICP备13015236号-2 ![]() 冀公网安备13098202000635号
冀公网安备13098202000635号